Распиливание на конус

При изготовлении ножек для столов и стульев, иногда требуется срезать бруски на конус. Обычно такая работа делается на фуганке, деталь размечается и затем пристрагивается до нужной формы. Но правильность линий не всегда получается идеальной.
А если подобные детали приходится делать часто, то быстрее, точнее и проще спиливать конус с помощью специального самодельного приспособления.
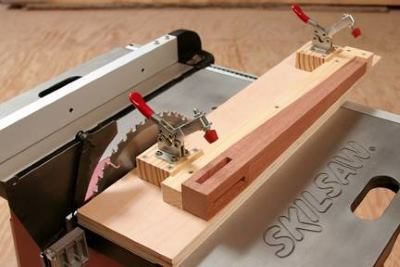
Сама конструкция проста и понятна, заготовка зажимается под нужным углом на площадке и кромка спиливается на циркулярке точно по направляющей линейке.
Вот один из вариантов приспособления, с пошаговым описанием изготовления.

1. Делаем базовую площадку из фанеры, дерева, или ДСП толщиной 20 мм. . Близко к теме как пилить фанеру.
Заранее выставляем ширину на циркулярке и спиливаем внутреннюю кромку по направляющей линейке.
Высота стульев у нас не больше 450 мм. , высота столов не больше 750 мм. С учетом толщины столешницы детали получаются ещё меньше.
Значит максимально хватит длины площадки 850 мм. , или около того.
Ширина подойдет в районе 150 мм. .

2. Чертим конус на заготовке ножки, прикладываем к площадке по разметке и очерчиваем внешнюю линию по ножке на базовой доске приспособления. Лучше временно притянуть заготовку к площадке струбцинами.
3. Берем ровную строганную планку, длиной не меньше детали и притягиваем её саморезами по внутренней кромке детали.

4. Ставим по длине и притягиваем саморезами бруски ограничители по торцам заготовки.

5. Кроме горизонтальных упоров, заготовку надо жестко зафиксировать зажимными приспособлениями. В принципе можно пилить удерживая деталь руками, но это все же рискованно, да и заготовка может уйти от линии пропила.

6. Высоту пилы выставляем на несколько мм. выше верхней кромки детали на приспособлении.
Проводим пропил ведя приспособление по направляющей линейке. Готовое изделие в статье делаем кухонный стол.

7. Если по дизайну необходимо сделать обработку на конус с противоположных сторон детали, то поступаем следующим образом:
Делаем первый пропил с одной стороны, затем полученный отлет ставим на место и фиксируем клейкой лентой. Разворачиваем заготовку на противоположную кромку и пропиливаем с другой стороны.

Кромка после распиливания на циркулярке может получиться не слишком гладкой. Поэтому лучше при разметке оставить запас толщины 1 мм. и после распиливания по одному разу пройти кромки на электро фуганке.
Похожие приспособления используют и для обработки деталей на стационарном фрезере, или ручном фрезере установленном «в стол». Но в этом случае требования к надежной фиксации деталей ещё выше, на стационарном фрезере плохо закрепленная заготовка просто опасна.
Картинки Argigo Woddworker’sJournal





